■ 使用鋁質電解電容器注意事項
◆ 極性
- 鋁質電解電容器一般是有極性的,極性反接是造成鋁質電解電容器短路損壞及漏液的原因,因此在無法辨識電氣迴路上之極性或使用於有極性變換設計之迴路時,請選用無極性電解電容器。
◆ 過載
- 請勿連續施加過載電壓,當電壓過載時電解電容器的漏電流會急速增加,所以電解電容器之工作電壓不應超過額定值。
◆ 使用溫度和壽命
- 鋁質電解電容器之使用溫度請勿超出最高使用溫度之設定範圍,鋁質電解電容器的壽命取決於使用溫度,一般來說當鋁質電解電容器之使用溫度降低10℃時,其壽命將增為兩倍,因此鋁質電解電容器應儘可能地在較低溫度下使用。
◆ 防爆孔
- 有防爆孔設計之鋁質電解電容器其使用時防爆孔側應與其他機構保持最少3MM以上之空間距離,如此條件不能滿足的話,防爆孔將無法正常運作。
◆ 紋波電流
- 請勿施加超過額定最高紋波電流允許值以上之紋波電流,施加過大紋波電流將使鋁質電解電容器的內溫異常上升,引起鋁質電解電容器特性劣化及破損,如有需要施加額定值以上之紋波電流等要求時,,請諮詢敝廠人員。
◆ 充放電
- 經常及快速的充放電將使電容器之內溫異常上升,使漏電流增加,容量降低,有時還會造成產品之損壞,如對充放電有特殊要求時請諮詢敝廠人員。
◆ 鋁質電解電容器的儲存
- 當鋁質電解電容器經過了長時間之放置後,通常其漏電流有增大之傾向,因此在使用經過長時間放置後之電解電容器以前,需先施加定額電壓使其電氣特性回復正常,如儲存時間長於6個月以上時,請串排1KΩ之保護電阻後,使其持續負載定額工作電壓30分鐘,另外電解電容器應儲存於常溫及常濕環境下。
◆ 焊錫
- 不適當的焊錫溫度及時間可能造成表面膠管之異常收縮破裂,有時高溫也會藉由導針及端子導熱至素子內部,對產品造成不良影響,因此須儘量避免過高溫度及過長時間之焊錫。
◆ 導針與端子之機械強度
- 請勿施加過度之外力於導針及端子上。請勿扳動已焊接於PC板上之電解電容器,更不要以電解電容器為施力點提起或移動整塊PC板,其強度請參照JIS C5101-1:2010 及 C5101-4:2010。
◆ 焊錫後之基板清洗
- 如使用鹵化有機溶劑清洗基板,溶劑有可能滲進電解電容器內部引起腐蝕。
◆ 套管材料
- 一般使用之塑膠套膠材質多為聚氯乙烯(PVC),如塑膠管在浸漬二甲苯或甲苯後再放置於高溫下,將產生破裂現象也同時失去了絕緣之功能。
◆ 標準
- 本公司之產品品質符合JIS-C-5101-1指定標準,其信賴性試驗方法依JIS-C-5101-4 (非SMD液態電容),-18(液態SMD電容),-25(固態SMD電容),-26(固態導針電容)之規範為基準。
◆ 不使用破壞臭氧層之產品
- 本公司依蒙特利爾協議書之規定,於生產過程中不使用破壞臭氧層之化學品。
■ Conductive polymer capacitors
CP-CAP是使用高導電的導電性高分子為電解質的固態鋁電解電容器。使用前請參閱以下幾點,以充分了解CP-CAP。
◆ 設計器件電路
- CP-CAP禁止使用的電路
導電高分子固態鋁電容器的漏電流可能因熱應力而變化。請不要在以下類型的電路使用固態電容:
(1) 耦合電路
(2) 高阻抗的穩壓電路
(3) 時間常數電路
(4) 受漏電流影響的其他電路。
如果你想使用2個或2個以上的CP-CAP進行串聯或並聯,使用前請與我們聯繫。
- 極性
CP-CAP固態鋁電解電容為有極性的電容器,不要對極性電容器施加任何反向電壓或交流電壓,使用反極可能會引起短路。使用前請參考目錄、產品規格或者電容器本體奈印以便確認產品極性。
- 施加電壓
不要施加超過額定電壓的直流電壓。由施加在直流電壓上之交流電壓(紋波電壓)的疊加峰值電壓不得超過額定電壓。
- 紋波電流
請勿施加超過額定紋波電流的電流。疊加的大紋波電流會增加電容器內部熱的產生。這樣會減低電容器的使用壽命或損壞電容器。
- 工作溫度
請參照型錄指示的溫度範圍工作,超過目錄規格值會致使用電容器遭受破壞或降低電容器的使用壽命。
- 瞬間充放電
請勿使用CP-CAP電容在反覆快速充放電的電路。連續快速的大电流充放電可能會因內部生成的熱造成電容器的損害。浪湧電流超過10安培以上,建議使用保護電路以確保可靠性。
- 故障與壽命
使用中的CP-CAP故障率是基於在規格書中規定的故障率水準。上限標稱溫度和標稱電壓遵守JIS C 5003標準。信心水準是60%,故障率是0.5%/ 1,000小時(在標稱溫度施加額定電壓)。
(1)故障模式:
- (1.1)主要失效模式為電容器電氣特性損耗,即是容量衰減以及ESR上升, 最終會造成電容器“開路”模式. 另外, 施加超過額定電壓的工作電壓及大電流衝擊,則會造成“短路”模式.
- 偶發故障
(1.2)偶發性故障主要是由於在焊接時或使用環境中所產生熱應力,電氣應力,機械應力造成的短路,主要成因如下:
- (i)施加超過額定電壓的工作電壓
- (ii)施加反向電壓
- (iii)施加過度的機械應力
- (iv)施加過大的衝擊電流
- (1.3)當在短路模式下, 短路發生是由於上述(1.2)或其他條件下,大電流會流通經過電容器, 造成爆膠蓋及異味氣體產生.
- (1.4)CP-CAP 包含會燃燒材質。當短路發生時, 大電流會流通經過電容器,該短路點可能產生火花,在最壞的情況下,可能著火。以安全為優先,在充分考慮下安裝,同时使用保護電路或防護裝備以提高安全性。
- 電路設計
在設計電路前驗證以下內容:
(1) 電容器的電氣特性會根據不同的溫度和頻率而變化。在驗證這些因素範圍後才設計。
(2) 當兩個以上電容器並聯連接,確保設計將電流平衡納入考量。
(3) 當兩個以上電容器串聯連接,施加電壓變異會引起過電壓狀態。在使用串聯連接電容器之前請聯繫凱普松。
- 電容器使用環境
請勿使用/暴露電容於以下條件。
(1) 油、水、鹽水、注意避免存儲於潮濕的地方。
(2) 陽光直射
(3) 有毒氣體例如氫、硫化氫、亞硫酸、亞硝酸、氯和氯化合物、溴和溴化合物,氨等
(4) 臭氧、紫外線和輻射。
(5) 激烈震動或機械衝擊的環境,超出目錄中產品說明書建議的限制範圍。
- 電容置放
(1) 貼片封裝電容器,根據目錄或或產品規格書設計印刷電路板的銅箔焊墊。
(2) 導針電容器,設計印刷電路板上的導針插入孔以符合電容器的導針間距。
- 漏電流
來自焊接的熱應力力和運輸的機械應力可能導致漏電流增大。在這樣的情況下,在溫度的上限標稱溫度內,經由施加電壓小於或等於額定電壓,漏電流會逐漸減少。在接近上限標稱溫度的情況下,施加的電壓越接近額定電壓,漏電流恢復速度越快。
◆ 安裝注意事項
- 注意
(1) 貼片型電容器,根據目錄或產品規格書上在印刷電路板的銅箔焊墊的設計。
(2) 導針型電容器,設計印刷電路板上的導針孔需符合電容器的導針間距。
(3) 電容器置放後請檢查靜電容量和額定電壓。
(4) 電容器置放後請檢查極性。
(5) 請勿對導針及CP-CAP本體施加過大外力。
(6) 確保焊接條件滿足凱普松建議規格。注意在在焊接過程中,漏電流可能因熱應力而增加..等。注意施加電壓讓增加的漏電流逐漸減少。
- 使用烙鐵焊接:
(1) 焊接條件(溫度和時間)在目錄或產品規格書指定的範圍內。
(2) 烙鐵的前端不會接觸到電容器本身。
- 波峰焊接
(1) 不要將電容器本體浸入焊錫槽,只將導針浸入。必須在印刷電路板的背面進行焊接。
(2) 焊接條件(預熱、焊接溫度和浸漬時間)應在目錄或產品規格書規定的範圍內。在流動焊接時,一定要在以下條件焊接。 (3) 不要在導針以外電容器的任何部分使用助焊劑。
(4) 確保在焊接時電容器不接觸任何其他組件。
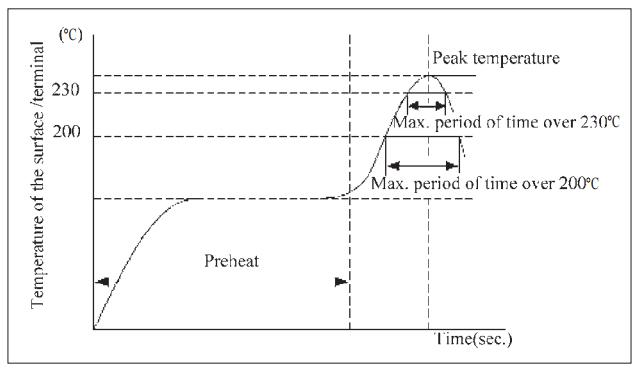
- 回流焊接
(1) 焊接條件(預熱,焊接溫度和焊接時間)應在目錄或產品規格書規定的範圍內。
(2) 適當的加熱水準。 (注意在電容器的熱應力的變化取決於回流爐中加熱器的類型和位置)。
(3) 不使用氣相焊接(VPS)。
(4) 除了貼片封裝型產品,回流焊接不能用於電容器。
(5) 在回流焊接的情況下,電容靜電容量可能在焊接後降低,即使焊接條件是在所需範圍內。
(6) SMD型產品回流焊建議條件。
即使在上述條件內,漏電流值仍可能會上升(從幾微安培至幾毫安培)。當CP-CAP用於直流電源,在施加電壓後,漏電流會經自我修復而逐漸降低。如果你的回流焊溫度曲線偏離上述條件,請諮詢凱普松。
- 焊接後處理
焊接到印刷電路板後,請勿施加任何機械應力於電容器。
(1) 焊接電容器到印刷電路板後,請勿傾斜或扭動電容器的本體。
(2) 請勿使用電容器提舉或搬運組裝板。
(3) 焊接到印刷電路板後請勿拍打或刺戳電容器。當堆疊組裝板,要小心其他組件不得接觸鋁電解電容器。
(4) 請勿掉落組裝板。
- 清洗印刷電路板
(1) 請勿使用下述清潔劑清洗電容。耐溶劑電容只適於目錄或產品規格書所規定的清洗條件清洗。特別是超聲波清洗將加速損壞電容器。 - 含鹵素溶劑:由於腐蝕會導致電容器失效
- 鹼系統溶劑;腐蝕(溶解)鋁殼。
- 石油系統溶劑;導致膠蓋材料劣化。
- 二甲苯;导致膠蓋材料劣化。
- 丙酮;去除奈印標記
(2) 清洗電容器時確認以下幾點:
- 監控導電率、PH值、比重和清潔劑的水含量。 污染會影響相關電氣特性。
- 確保不暴露電容器在富含溶劑的條件或保存電容器在密封容器。此外,請用風刀充分乾燥在印刷電路板和電容器上的溶劑(溫度應低於電容器的最大額定標稱溫度)10分鐘。鋁電解電容可被鹵素離子嚴重性的破壞,特別是氯離子,雖然損害程度主要是取決於電解質和膠蓋的材質。 當鹵素離子與電容器接觸,當施加電壓時鋁箔腐蝕。該腐蝕會產生非常高的漏電流而導致泄壓和開路。
◆ 儲存
儲存條件建議如下:
(1) 在陰涼乾燥的地方儲存電容器。儲存在5至35℃之間的溫度,濕度在75%以下。 SMD產品被密封在特殊的鋁膠膜袋。只要打開袋子就使用完所有的電容。將未使用的電容器放回袋內,並以拉鍊密封。
(2) 儲存電容器在沒有接觸到水、鹽水、油的地方。
(3) 儲存電容器在不暴露於有毒氣體,例如硫化氫、亞硫酸、亞硝酸、氯或氯化合物、溴或其他鹵素氣體、溴甲烷或其他鹵素化合物、氨或類似物質的地方。
(4) 儲存電容器載不暴露於臭氧、紫外線輻射或其他輻射的地方。
(5) 建議盡可能儲存電容器在其原始包裝。
◆ 免責聲明:
- 所有與產品相關的數據(例如規格、聲明和一般信息)如有更改,恕不另行通知。 客戶必須遵守所有產品相關技術/應用信息以及操作指引。
- CapXon產品根據嚴格的質量和安全標準設計和製造。在任何情況下,CapXon不保證任何CapXon產品符合您應用之預期目的,即使CapXon知悉該應用。檢查並確保CapXon產品符合預期目的以及選擇正確和適當的CapXon產品是客戶的責任和義務。客戶必須進行充分的驗證和可靠性評估,通過適當的設計來確保所需的安全水平和可靠性,並採取適當的保護措施(例如冗餘、保護電路)。
- 特定的操作條件(環境溫度、紋波電流、電壓、熱阻等)以及儲存、生產或組裝可能會影響電容器的效能和使用壽命,請根據產品技術、產品公差/偏差或因運送、儲存、處理、生產和使用而導致電容器特性變更,向CapXon諮詢壽命預估、故障模式考量或最糟情況。
- 對於航太或軍事應用、救生、維持生命、安全攸關應用或故障可能導致嚴重人身傷害或死亡的任何應用,在您將電容器導入設計應用之前請先向本公司諮詢。
- 除書面明示保證外,CapXon對於任何CapXon產品不以假設或其他任何方式暗示進行保證、承擔、承諾任何其他保證或擔保。
- 如需進一步信息,請訪問本公司網站www.capxongroup.com或直接聯繫CapXon。